 印刷機軸承F553575.01.NUP SEW型號
印刷機軸承F553575.01.NUP SEW型號  機床主軸軸承HCB7008-C-T-P4S-UL型號
機床主軸軸承HCB7008-C-T-P4S-UL型號  羅蘭印刷機F-27991.03.NKIA開牙球軸承
羅蘭印刷機F-27991.03.NKIA開牙球軸承  F-53125.02德國原裝進口海德堡印機滾針軸承00.550.0322
F-53125.02德國原裝進口海德堡印機滾針軸承00.550.0322 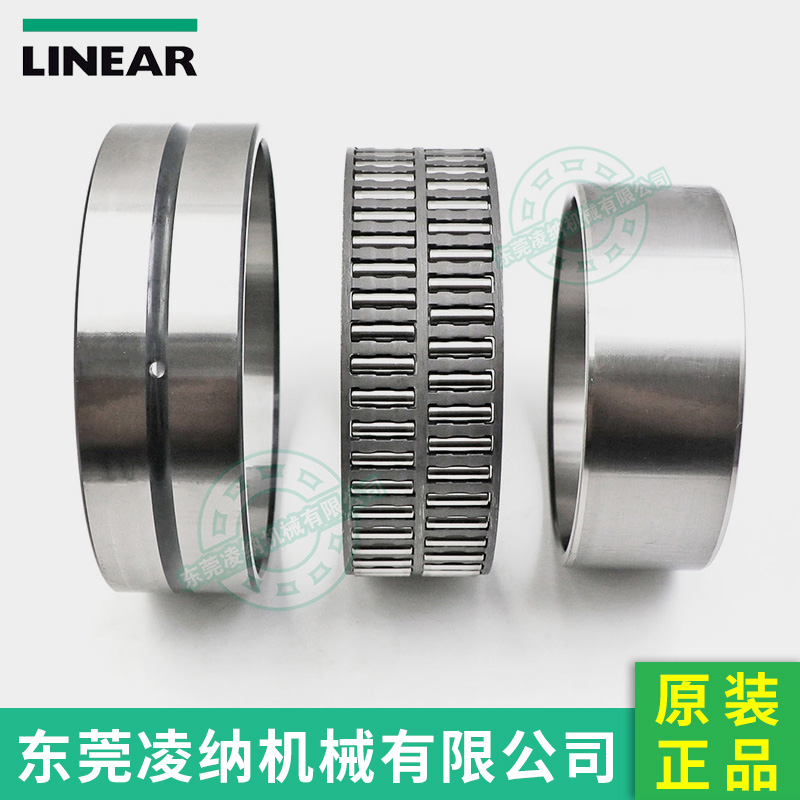 K110x117x40ZWF 德國INA原裝進口 海德堡印刷機軸承 00.550.0622 東莞凌納現(xiàn)貨供應(yīng)(圖文)
K110x117x40ZWF 德國INA原裝進口 海德堡印刷機軸承 00.550.0622 東莞凌納現(xiàn)貨供應(yīng)(圖文)  AXK5070 德國INA原裝 推力滾針軸承和保持架組件 推力軸承墊圈 東莞凌納現(xiàn)貨供應(yīng)(圖文)
AXK5070 德國INA原裝 推力滾針軸承和保持架組件 推力軸承墊圈 東莞凌納現(xiàn)貨供應(yīng)(圖文) 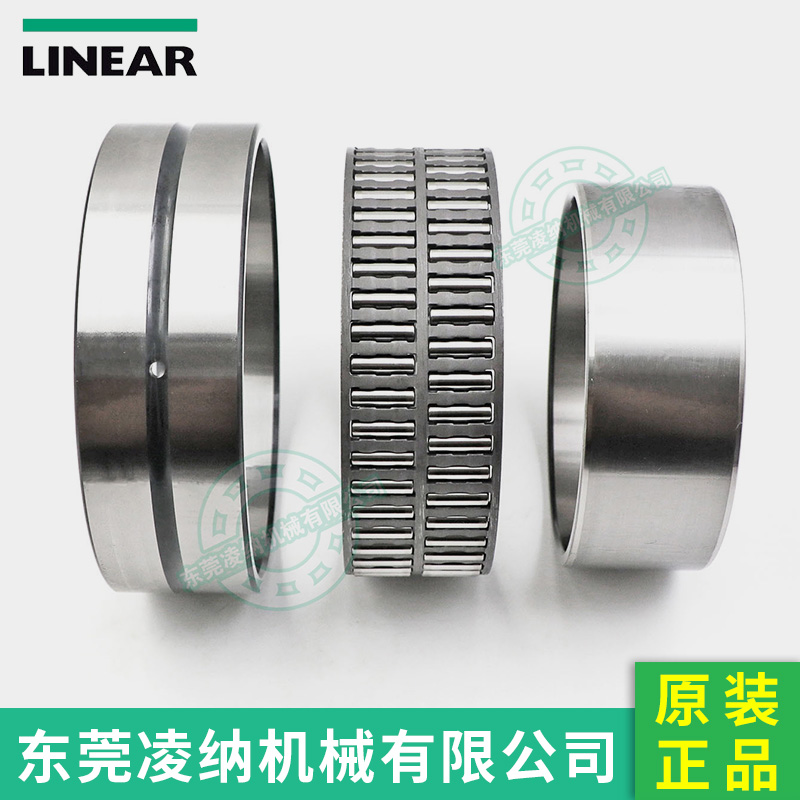 K110x117x40ZWF 德國INA原裝進口 海德堡印刷機軸承 00.550.0620 東莞凌納現(xiàn)貨供應(yīng)(圖文)
K110x117x40ZWF 德國INA原裝進口 海德堡印刷機軸承 00.550.0620 東莞凌納現(xiàn)貨供應(yīng)(圖文) 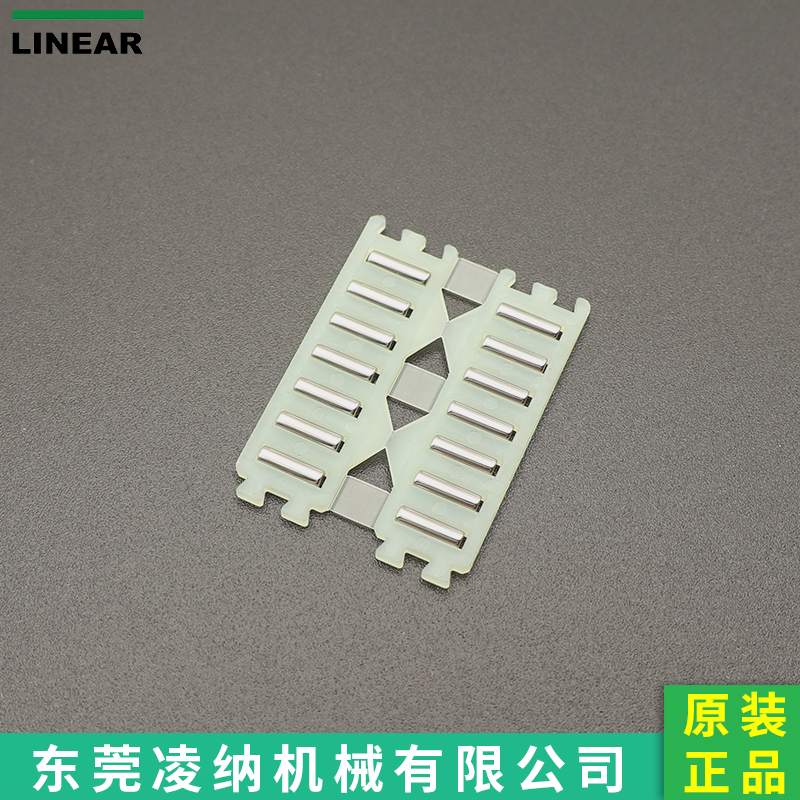 滾針平板保持架 FF2025-ZW 配件號 00.550.1267 現(xiàn)貨供應(yīng) 東莞凌納機械(圖文)
滾針平板保持架 FF2025-ZW 配件號 00.550.1267 現(xiàn)貨供應(yīng) 東莞凌納機械(圖文)  INA滾針軸承 HFL2530 配件號00.550.0944 東莞代理商(圖文)
INA滾針軸承 HFL2530 配件號00.550.0944 東莞代理商(圖文) 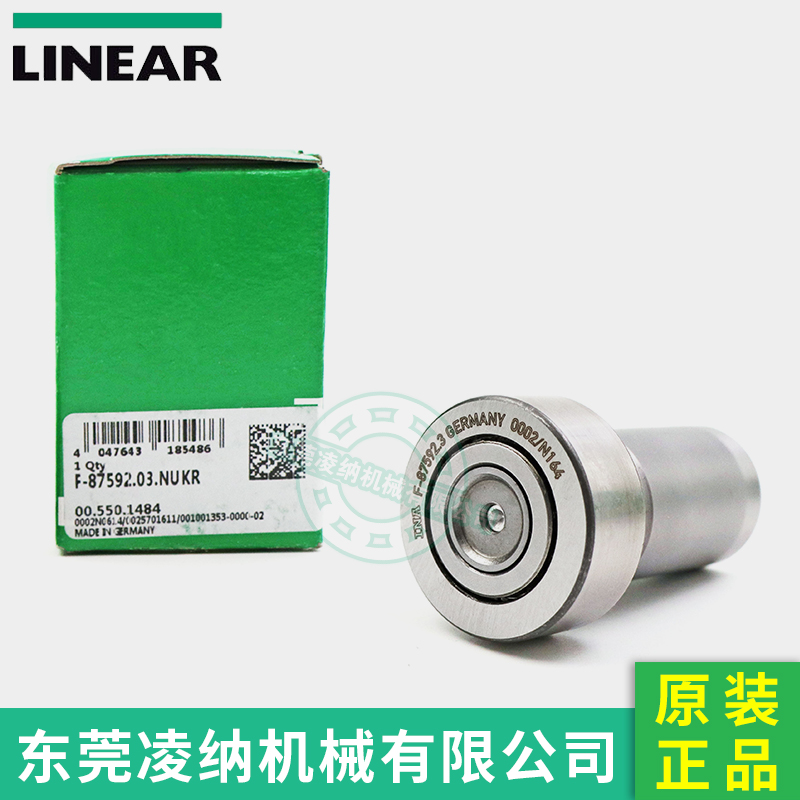 F-87592.03.NUKR 德國INA原裝進口 海德堡印刷機翻轉(zhuǎn)開牙球軸承 東莞凌納現(xiàn)貨
F-87592.03.NUKR 德國INA原裝進口 海德堡印刷機翻轉(zhuǎn)開牙球軸承 東莞凌納現(xiàn)貨 ")

